
Closed-loop control is the foundation of our modern automated world. In simplest terms, this approach applies negative feedback to a system to achieve a desired result.
Consider the control of temperature, the most widely measured and controlled real-world physical parameter. If the measured value of this process variable is above the desired setpoint value, we instruct the system to cut off or reduce the heat source; if the value is below the setpoint, we increase or turn on the heat source, Figure 1. This simple closed-loop approach is used not only for temperature, but for motion, position, direction, flow, level, pressure; in fact, it is used for just about anything that needs to be at a desire value.
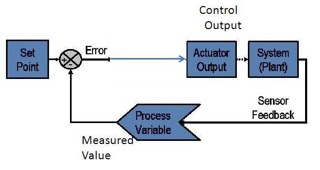
It’s a very powerful concept, because not only does it maintain control, but it allows the system to adapt to changes (called upsets), such as the addition of more raw material to the vat being heated. In contrast, a simple “set and forget” control approach, where you turn the heat source to what you hope will be the right value, will almost always have a difference between the desired setpoint and actual achieved value, and also cannot accommodate upsets.
There are several ways to implement closed-loop, negative-feedback control. The simplest way is with on/off control, sometimes called “bang-bang” control. Here, the heat source is simply turned fully on or off, Figure 2. While this does work in a general sense, the observed values of the process variable will range above and below the desired setpoint by an amount determined by the system settings.
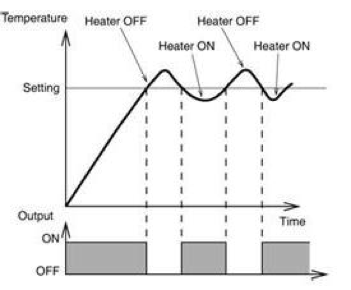
If a tight bound is desired, with the turn on/turn off thresholds set very close to the desired setpoint, the system will be constantly chattering” as the heat source rapidly cycles on and off. This is often mechanically undesirable, since the heater valve may soon wear out (and it may be noisy, too). If the thresholds are made wide with respect to the setpoint, the on/off action will be reduced, but the actual temperature will vary widely from the setpoint.
On/off control is low cost and easy to implement, and is still used in many applications such as home ovens or air conditioners. However, the swings around the setpoint are fairly wide (such as ±25⁰F for the oven, and ±2 to ±3⁰F for the A/C). Ironically, despite these errors, it is often used in some types of electronic amplifiers due to its high electrical efficiency, with the resultant error “smoothed out” by filtering.
PID Proportional control
A widely used alternative to on/off control is by using a proportional approach. This technique is somewhat intuitive: if the temperature is much too low (due to initial error, start-up mode, or more material being added), simply turn up the heat by a large amount; if the difference (or error) is small, apply just enough heat to keep it close to the setpoint. This is called proportional (P) control.
In fact, this works fairly well, but has limitations, as it has some long-term cumulative sources of error buildup and poorly controlled reaction to upsets, and is also prone to oscillation around the setpoint. To enhance the performance of a proportional controller, two other factors called the integral and derivative terms are added to the closed-loop control approach. The result is the complete, three-term PID algorithm, Figure 3.
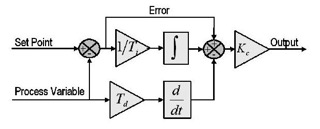
The integral term (also called “anti-reset windup” in industrial-control literature) is based on the accumulated error over some past time period, and accounts for unavoidable error buildup due to imperfections in the entire system or steady disturbances, such as a heat escaping from the vat. The derivative term has a very different role: it is related to the rate of change of error and attempts to work with the system’s dynamics.
The next FAQ will look at basics of PID analysis and tuning of the PID coefficients.
References